
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验
手 机:13826952006(冉先生)
电 话:0769-81559400
传 真:0769-81559405
邮 箱:qsmj888@126.com
网 址:www.qichengmj.com
地址1:广东省东莞市长安镇乌沙社区振隆路13号一楼
地址2:广东省东莞市清溪镇大利村鹿湖东路363号B栋一楼
压铸模具配件的正确使用,可以保证压铸件质量,降低废品率,减少模具故障,延长模具寿命,那么压铸模具配件使用过程当中应注意什么?
1、尽量减少模具的急冷急热,尽量连续生产,在冷模状态下,严禁高速压射。
压铸过程中压铸模配件一直处于热涨冷缩的往复疲劳状态,模具型腔部分温度基本上一直在160度-350度来回变化,模具急冷急热,不停的热涨冷缩,从而造成模具疲劳损坏。而在冷模状态下开始生产时,模具温度由低温开始上升,温差加大,模具膨涨收缩加大,对于模具疲劳相应加大,会加快模具损坏,缩短模具寿命。因此,在压铸生产时应尽量连续生产,尽量减少模具的急冷急热,从而延长模具寿命。

2、尽量降低压射速度,尽量降低比压,减少模具冲击。
压铸生产时,压射速度的高低不仅影响压铸的填充速度、压射内浇口速度,同时压射速度高,冲击峰值也会加大。因此,压射速度高,压射内浇口速度快,对模具冲刷会加剧,冲击峰值加大,模具承受的冲击力也会加大,模具寿命会大大减少。
3、模具配件使用中出现披封、铝皮要及时清理,防止挤坏模具。
在模具使用中,往往因为各种原因模具会出现披封、铝皮,这时需要及时清理,否则继续生产会将模具挤坏。特别是滑块部位,如果滑道进入铝皮等,由于压铸机合模力非常大,会将滑块挤塌、挤坏。因此,遇到此类问题,及时清理模具,并查找原因对模具及时修理。
4、尽量降低铝液浇注温度,提高模具使用寿命。
压铸生产时的铝液浇注温度,不仅影响铸件质量,也影响压铸模配件的使用寿命。一般压铸时,铝液浇注温度在630度-720度,对于不同的零件,我们在选择浇注温度时,应尽量选择低一些,这样既节约了能源,同时也可以延长压铸模配件的使用寿命。
5、加强模具的维护,定期保养,定期对模具型腔进行回火去应力处理。
压铸模配件一直在高压、高速、高温下连续生产,使用条件比较恶劣。在使用过程中模具会产生损坏或故障隐患等。因此,加强模具的维护,定期对模具进行保养,更换损坏部位,更换易损件,清理滑道、顶杆孔等,是非常重要的,是确保模具在压铸生产时的可靠性,同样也可以延长模具的使用寿命。
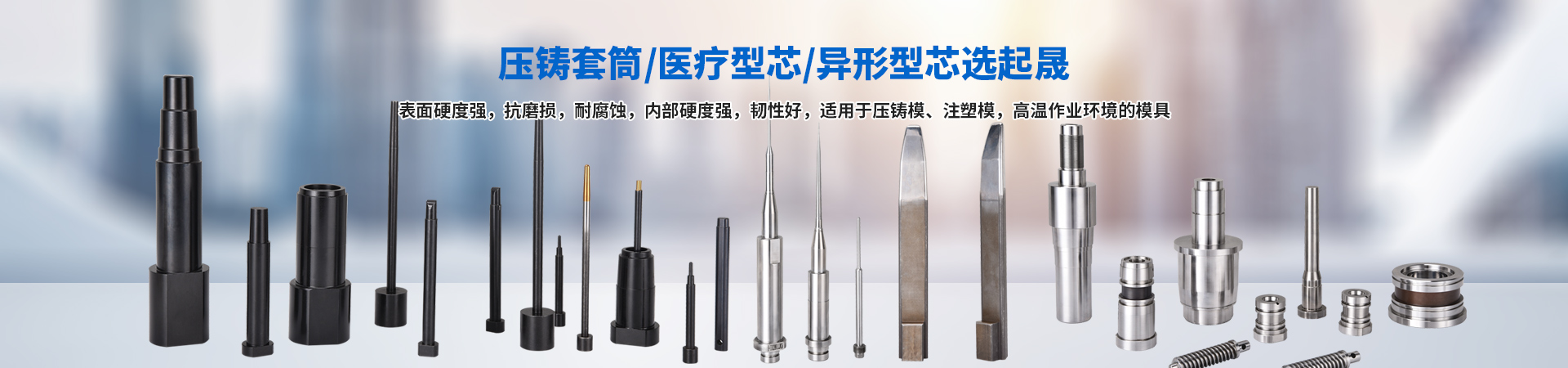
以上就是压铸模具配件在使用过程中需要注意的一些事情,东莞市起晟模具配件有限公司,主要产品有:日本SKH51顶针、托针、扁顶针,热流道阀针、阀针套,压铸模具耐高温型芯,化妆品配件、喷雾泵型芯,热胶套、单边薄避SKH51司筒,笔模异形镶针,螺牙型芯等。







 电话:0769-81559400
电话:0769-81559400 Q Q:195930393
Q Q:195930393 邮箱:
邮箱: